冲孔网
- 我厂生产的冲孔网(又名穿孔网)严格按照工业用金属冲孔网技术要求和检验方法等同于采用ISO 10630:1994(工业用金属穿孔板,技术要求和检验方法)(英语版)。中华人民共和国国家标准GB/T 19360—2003/ISO 10630:1994中华人民共和国国家质量监督检验检疫总局发布2004-06-01实施版(ISO 10630:1994,IDT)...
- 咨询热线:18203332444
-
产品详情
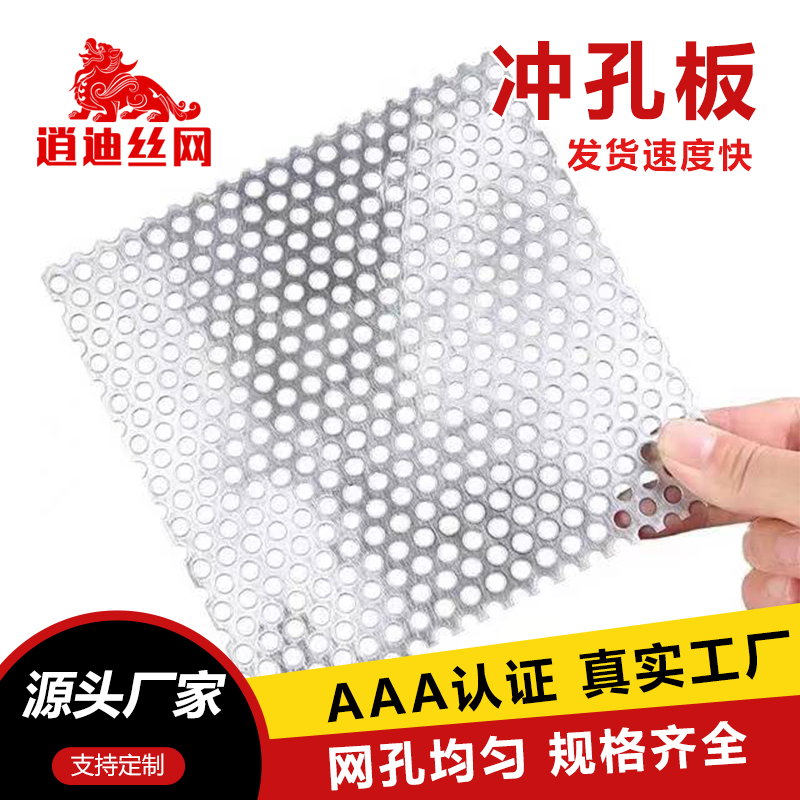
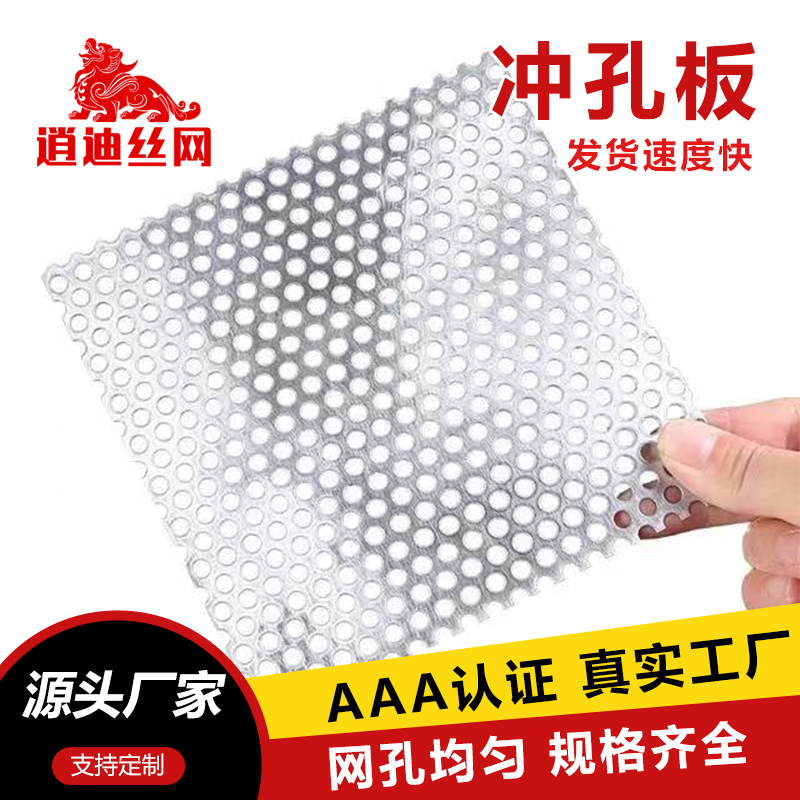
冲孔网白底照片实拍
我厂冲孔网生产规范标准
我厂生产的冲孔网(又名穿孔网)严格按照工业用金属冲孔网技术要求和检验方法等同于采用ISO 10630:1994(工业用金属穿孔板,技术要求和检验方法)(英语版)。中华人民共和国国家标准GB/T 19360—2003/ISO 10630:1994中华人民共和国国家质量监督检验检疫总局发布2004-06-01实施版(ISO 10630:1994,IDT)下面由河北逍迪丝网制品有限公司做个具体介绍有不懂的可以联系厂家
冲孔网范围
本厂规定了用于筛分的工业用金属冲孔网的技术要求和检验方法,规定了工业用金属冲孔网,包括平板卷板,现货的普通用途。标准用于GB/T 10611中最大厚度为80mm厚的低碳钢板,公称尺寸符合GB/T 10612和GB/T10613中0.1mm-300mm圆孔和0.1-300mm方孔等孔型。
冲孔网规范性引用文件
- 以下凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注明日期的引用文件,其最新版本适用于本标准。
- GB/T10611 工业用网 网孔 尺寸系列(GB/T 10611-2003,ISO 2194:1991 Industrial screens-Woven wire cloth,perforated plate and electroformed sheet-Designation and nominal sizes of openings,MOD)
- GB/T 10612 工业用筛板 板厚<3mm的圆孔和方孔筛板(GB/T 10612-2003,ISO 7805-2:1987 Industrial plate screens-Part 2:Thickness below 3 mm,MOD)
- GB/T 10613 工业用筛板 板厚≥3mm的圆孔和方孔筛板(GB/T 10613-2003,ISO 7805-1:1984 Industrial plate screens-Part 1:Thickness of 3 mm and above,MOD)
冲孔网术语和定义
- 板 plate 用于穿孔板生产的材料被扎制成3mm~12.5mm厚板片,在扎制过程中允许板边缘自由变形。板表面平整且通常为矩形,但也可以按照图纸的要求加工成其他形状
- 片 sheet 用于穿孔板生产的材料被扎制成小于3mm厚板片,在扎制过程中允许薄片边缘自由变形。薄片表面平整且通常为矩形,但是也可以按照图纸的要求加工成其他形状
- 卷 coil 用于金属冲孔网加工的薄片被轧制平整,在轧制过程中允其边缘自由变形,在扎制完成之后立即卷绕到规定的卷上
- 穿孔板 perforated plate 具有对称排列的同样孔的板的筛面。筛孔可以是方形,长方形(槽形),圆形或其他规则的几何形状
- 筛板厚度 plate thickness 冲孔前金属板厚度
- 进料方向 feed direction 冲压时金属板或片的进给方向
- 冲孔面 punch side 冲头进入的穿孔板的表面
- 筛孔尺寸 hole size 筛板上圆孔的直径或方孔对边之间的距离
- 孔距 pitch 冲孔网上相邻两孔的同位点之间的距离
- 筋宽 bridge width bar 冲孔网上相邻两孔边缘之间的最短距离
- 边宽 margin 冲孔网的边缘与其最外侧筛孔的外边缘之间的距离
- 开孔率 percentage open area 所有孔的总面积与整个冲孔板的面积之比,用百分率表示
- 卷制调平 roller levelling 对冲孔金属板用冷加工工艺来提高其平面度
冲孔网符号 symbol
- a1 注释板短边的总长度(板宽)
- a2 注释板上冲孔部分短边的长度
- b1 注释板长边的总长度(板长)
- b2 注释板上冲孔部分长边的长度
- c 注释矩形板边的垂直偏离量
- e 注释板长边一侧边宽对的宽度
- e1 注释如两长边的边宽度不相等,为其中较大者
- e2 注释如俩长边的边宽度不相等,为其中较小者
- f 注释板的短边一侧空白边的宽度
- f1 注释如两短边的边宽度不相等,为其中较大者
- f2 注释如两短边的边宽度不相等,为其中较小者
- g 注释边缘平面度偏差
- h 注释边缘直线度偏差
- p 注释孔距
- t 注释板厚
- t1 注释孔挤人区的高度(孔周向内弯边的高度)
- t2 注释孔剪切边的高度
- t3 注释孔断边的高度
- t4 注释孔毛边的高度
- w 注释冲孔网面测量的网孔尺寸
- wb 注释板背面(毛面)测量的网孔尺寸
冲孔网技术要求
- 筛孔尺寸和孔距,对于圆孔和方孔的筛孔尺寸和孔距的公差,当穿孔板厚等于和大于3mm时,按GB/T 10613中的规定;当冲孔网板厚小于3mm时,则按GB/T 10612中的规定
- 板厚,板厚应小于筛孔基本尺寸和小于筋宽,可根据用户要求,双方另有协议。(注3:冲孔前冲孔网的均匀性取决于在扎制时使用的实际公差,并符合所谓的"制造公差“。若有特殊的公差要求,应在订货前取得一致)
- 板宽和板长,剪切板的板宽a1和板长b1的公差在表2中给出。(注4:筛板的常用尺寸一般为冲孔和滚轴调平之后而未经剪切时的尺寸。在这种情况下,由于冲孔过程会产生延展,宽度和长度的偏差将会大于扎制工厂生产非冲孔材料时的实际公差,因此表2中的公差不适用)
- 垂直偏离量,剪切板的垂直偏离量c,通常用”垂直偏离百分比“表示。可定量表示为横向边(板宽a1)在纵向边(板长b1)上的垂直投影,是a1的百分数。按下式计算:垂直偏离百分比=100c—a1垂直偏离量公差在表3中给出
- 边宽宽度,边宽宽度e和f的公差在表4中 给出
- 平面度,经滚轴调平的筛板冲孔之后,其平面度公差在表5中给出。筛板的适用范围为:——长度最长为200mm;——边宽不超过板厚t+0.5p;——筛分面积为20%~40%。对于冲孔网外界或非冲孔面积不平度的公差在订货前确定
表2 宽度和长度公差 单位为毫米
| 公称宽度或长度a1或b1 | t ≤3 | 3<t
≤ 5 | 5<t ≤10 | 10<t ≤12.5 |
|---|---|---|---|---|
a1或b1
≤100 a1>100 或 b1
≤300 a1>300 或 b1 ≤1 000 a1>1 000 或 b1 ≤2 000 a1>2 000 或 b1 ≤4 000 | 士0.8 士 1.2 士 2 士 3 士 4 士 5 | 士1.1 士 1.6 士 2.5 士 4 士 6 士 8 | 士1.5 士 2 士 3 士 5 士 8 士 10 | 士2 士 3 士 4 士 6 士 10 士 12 |
表3 垂直度公差
| 板厚的基本尺寸t/mm | 垂直偏离量对a1的百分比的公差/% |
|---|---|
| t
≤3 3<t ≤5 5<t ≤10 10<t ≤12.5 | 0.75 1.5 3 5 |
表4 边宽宽度公差
| 孔距基本尺寸 | 边宽宽度e,f的公差 |
|---|---|
| p≤t5,开孔率 ≤25% | 士5 |
| p≤5,开孔率 ≤25% | 士10 |
| 5 <p≤20 | 士10 |
| p>20 | 士0.5p |
表5 不平度公差
| 公称宽度或长度a1或b1 | t ≤0.7 | 0.7<t ≤1.2 | 1.2<t ≤3 | 3<t
≤ 5 | 5<t ≤12.5 |
|---|---|---|---|---|---|
| a1或b1 ≤1 200 a1>1 200或b1 ≤1 500 a1>1 500或b1 ≤2 000 | 20 28 30 | 18 22 25 | 12 16 16 | 12 16 16 | 10 14 14 |
表6 毛刺高度的最大值 单位为毫米
| 公称板厚 t | 最大毛刺高度 t4 |
|---|---|
| t≤0.6 0.6<t≤1.5 1.5<t ≤3 3<t ≤6 6<t ≤10 10<t ≤12.5 | 0.15 0.17 0.2 0.28 0.28 0.5 |
冲孔网试验方法
- 筛孔尺寸和孔距,根据板的厚度,按GB/T 10612或GB/T 10613测量孔尺寸和孔距。测量应在冲孔面上进行
- 板宽和板长,用刻度为毫米的量尺测量板宽和板长。尺寸小于或等于300mm时,可用游标卡尺测量
- 直角度,如果可行,按5.4和6.2测量板宽和板长,以及非直角量c,从而确定剪切后的筛板的直角度。参数c的确可借助直角尺
- 不平度,将板冲孔面朝上放置在一个平整的参考面上,如一个表面平滑的平台。用一个刻度为毫米的柔性量尺测量筛板的最高点到参考面的距离
冲孔网过程产生的不规则
- 孔的分离,当冲孔机由冲孔面冲入金属板较深时,材料将主要从板背面开始撕裂或剥离。要精确估计剥离区的形状和大小是不可能的,但是其高度t3通常不会超过板厚t的2/3.剥离区宽度wb主要与板厚t有关,且通常不会超过孔基本尺寸w+0.15t
- 孔上的毛刺和剪切毛刺,冲孔和剪切过程均会产生毛刺。冲孔时,毛刺仅在板的背面产生;而剪切时,根据不同的加工程序,毛刺即能产生在冲孔面上,也能产生在背面。当毛刺数量不超过10%的孔或金属筛板剪切边不到10%的长度时,毛刺高度会超过表6中所给的值。可用深度千分尺测量孔处的毛刺,用游标卡尺测量剪切毛刺
- 波浪边,冲孔过程产生的应力可引起筛板变形和空白边缘平面度改变,产生所谓的"波浪边“;当两侧空白边的宽度大于板厚t+0.5p时,现象更加明显。边缘平面度偏差g的最大值应在订货前取得一致
- 边缘弓形( 拱形 ),冲孔及随后的滚轴调平过程所产生的应力均会导致筛板的变形,产生弯曲的边(边缘呈弓形/拱形);xiang当纵向边宽e1和e2不相等,且与冲孔方向平行时,现象更加明显。边缘弓形被定义为凹面整个长度上边缘由一条直线伸展的最大偏移量h,测量时应使用刻度为毫米的长直尺。边缘弓形允许的最大值应在订货前取得一致
- 缺少的孔,冲孔过程可能会出现冲头折断,有些位置无法冲孔。由于这种原因所缺少的孔数不应超过筛板上孔的总数的5%。使用多功能冲孔机时,可能无法按模型进行冲孔。例如,为了减少工具损伤,直径小于5mm的冲孔机,其间距通常大于孔距。在这种情况下,不可避免地将导致筛板的两端出现一行或多行或多行缺孔(不完整行)
冲孔网表面特性
- 表面粗糙度,在冲孔过程中,不能排除由于机械作用而使金属筛板轻微受损的情况。当损伤会对预定的使用产生重大影响时,购买方应在订货前与制造方协商
- 清洁度,金属筛板表面通常覆有一层较薄的油膜。堆放后不应有过多的油渗出。经除油的xu金属筛板,例如经溶剂或蒸汽处理,在许可的条件下可以出厂。对于低碳钢,如果没有后序的防护处理,则不适于除油
冲孔网金属筛板卷
- 长度 长度应在订货前统一 。 金属筛板卷的厚度应小于3mm;除了满足下列要求,还应符合第5章的规定
- 宽度,对于无后续边处理的金属筛板卷,其板宽a1的公差应与扎制工厂出厂的用于冲孔产品的a1的实际公差一致
- 平面度,金属筛板卷在运输前不能滚轴调平。未经盘绕的金属筛板的平面度公差应在订货前统一
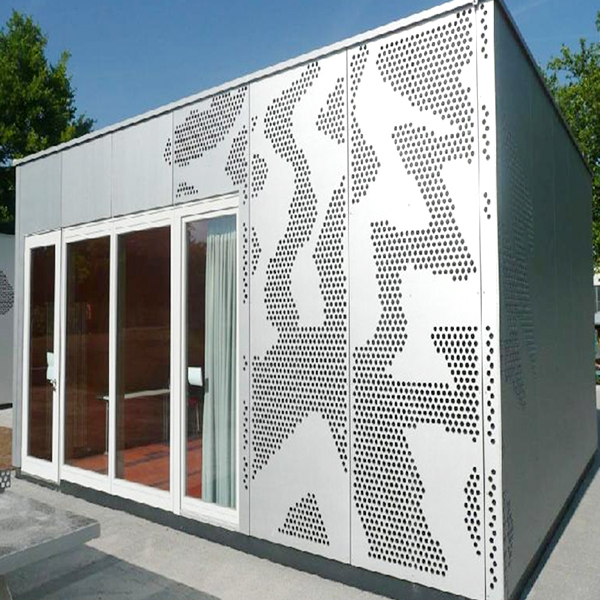
冲孔网用途有哪些
可用于公交车顶和高铁车顶,高速公路、铁路、地铁等交通市政设施中的环保噪声治理屏障,建筑物体墙、发电机房、工厂厂房、及其它噪声生源的隔声降噪用吸音板,可用于建筑物的天花板、墙板的吸音材料,可用于建筑物楼梯、阳台、环保桌椅的精美装饰孔板,可用于机械设备的防护罩,华丽的音箱网罩,粮食、饲料、矿山用的磨筛、矿筛、工字筛,厨房设备用的不锈钢水果蓝、食品罩、果盘等厨具,以及商场用的货架网、装饰展销台,粮库用的通风透气网,足球场草坪渗水滤水滤网。冲孔网还广泛应用于电子行业,如音响的防尘隔音罩, 化工机械、制药设备、食品饮料机械、烟卷机械、收割机、干洗机、烫台、消音设备、制冷设备(中央空调)音箱、工艺品制作、造纸、液压配件、滤清设备等各行各业用途非常广泛日常生活常见
冲孔网产品特性
易于加工成型可以喷漆或抛光,喷塑,热镀锌,冷镀锌,磨砂处理,易于生产安装美丽大方的外观,各种材质和厚度的板材,多种孔型选择和孔径和排列方式的选择
冲孔网材料
冲孔网用的原材料大多有不锈钢304,304L,316,316L,ss316,ss304,304s30408、低碳钢板、镀锌板、 PVC、 冷轧板、镀锌卷板、热镀锌板、热轧板、Q235B铁板、Q195铁板、雪花板、雪花卷板等
冲孔网孔型种类
种类分为:图案冲孔网,成型冲孔网,特厚重型冲孔网,特薄0.1~1mm冲孔网,微孔冲孔网,线切冲孔网。激光冲孔网,砖塔冲孔板等。
孔型:长方孔、方孔、菱形孔、圆孔、六角形孔、十字孔、三角孔、长圆孔、长腰孔、梅花孔、鱼鳞孔、图案孔、五角星形孔、不规则孔,起鼓孔,还可按客户图纸生产各种高难度图形